
Машины непрерывной экструзии



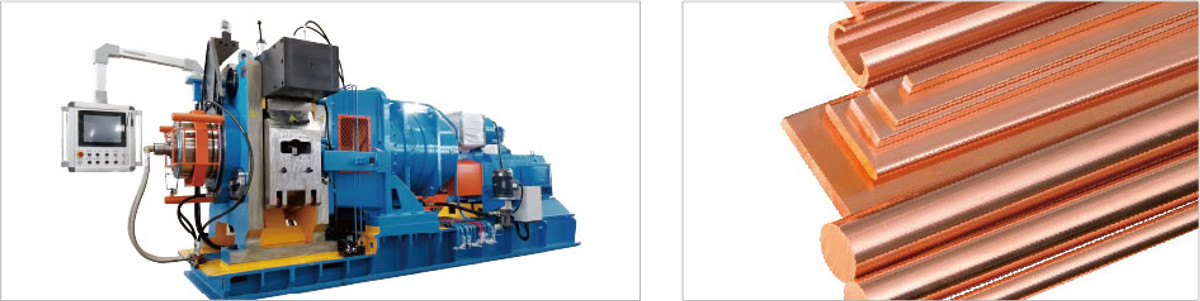



Преимущества
1, пластическая деформация подающего стержня под действием силы трения и высокой температуры, которая полностью устраняет внутренние дефекты самого стержня, обеспечивая конечным продуктам отличные характеристики продукта и высокую точность размеров.
2, ни предварительный нагрев, ни отжиг, продукция хорошего качества, полученная методом экструзии с более низким энергопотреблением.
3. Благодаря подаче стержней одного размера машина может производить продукцию широкого диапазона размеров, используя различные матрицы.
4. Вся линия легко и быстро управляется без какой-либо тяжелой работы или загрязнения во время экструзии.
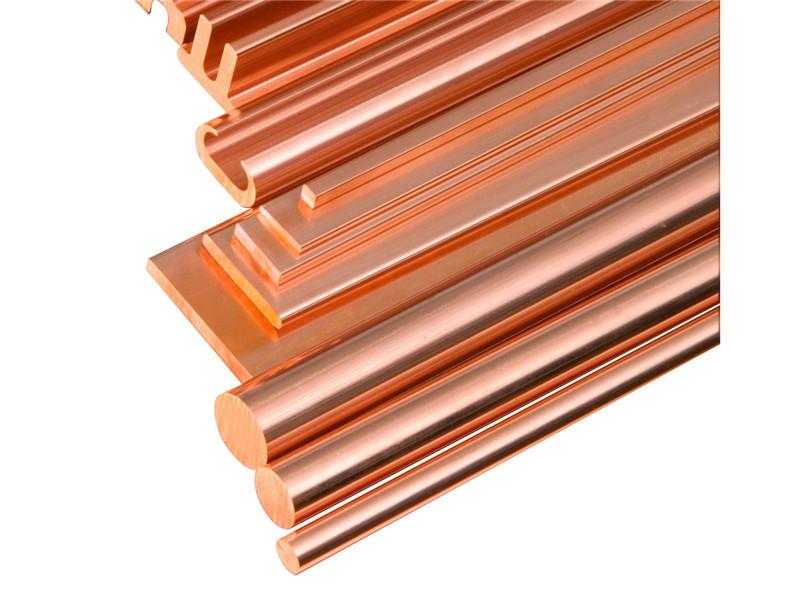
Подача медного стержня
1.Для изготовления медных плоских проводов, небольших медных шин и круглых проводов.
| Модель | 300 турецких лир | TLJ 300H |
| Мощность главного двигателя (кВт) | 90 | 110 |
| Диаметр питающего стержня. (мм) | 12,5 | 12,5 |
| Макс. ширина изделия (мм) | 40 | 30 |
| Поперечное сечение плоского провода | 5-200 | 5 -150 |
| Выход (кг/ч) | 480 | 800 |
Схема производственной линии

Система охлаждения экструзионной машины для предварительной обработки окупаемости. Машина для приема танцоров
2.Изготовить медную шину, медный круглый и медный профиль.
| Модель | 350 турецких лир | TLJ 350H | 400 турецких лир | TLJ 400H | 500 турецких лир | 630 турецких лир |
| Мощность основного двигателя (кВт) | 160 | 200 | 250 | 315 | 355 | 600 |
| диаметр питающего стержня. (мм) | 16 | 16 | 20 | 20 | 25 | 30 |
| макс. ширина изделия (мм) | 100 | 100 | 170 | 170 | 260 | 320 |
| Диаметр стержня продукта (мм) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| площадь поперечного сечения продукта (мм2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| выход (кг/ч) | 780 | 950 | 1200 | 1500 | 1800 г. | 2800 |
Схема производственной линии

Устройство подачи и выпрямление системы охлаждения экструзионной машины. Скамья для приема продукции со счетчиком длины
3. Изготовить медную шину, медную полосу.
| Модель | ТЛЖ 500У | ТЛЖ 600У |
| Мощность основного двигателя (кВт) | 355 | 600 |
| диаметр питающего стержня. (мм) | 20 | 30 |
| макс. ширина изделия (мм) | 250 | 420 |
| макс. соотношение ширины и толщины | 76 | 35 |
| толщина продукта (мм) | 3-5 | 14-18 |
| выход (кг/ч) | 1000 | 3500 |
Схема производственной линии

Подача стержня из медного сплава
Применяется для коллекторного проводника, латунной заготовки, стержня из фосфористой меди, полоски свинцовой рамы, железнодорожного контактного провода и т. Д.
| 350 турецких лир | 400 турецких лир | 500 турецких лир | 630 турецких лир | |
| материал | 1459/62/63/65 латунь медь/Ag (AgsO.08%) | люминофор медь (Pso.5%) cu/Ag (AgsO.3%) | магний медь (MgsO.5%)железо медь (Feso.1% | магниевая медь (MgsO,7%)/Cucrzr |
| диаметр питающего стержня. (мм) | 12/12,5 | 20 | 20 | 25 |
| макс. ширина изделия (мм) | 30 | 150 (серебряно-медная полоса) | 100 (лента свинцовой рамки:) | 320 |
| Диаметр стержня продукта (мм) | фосфор медный шарик: 10-40 | магниевый медный стержень: 20-40 | магниевый медный стержень: 20-40 | |
| выход (кг/ч) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Схема производственной линии
Устройство подачи и выпрямление системы охлаждения экструзионной машины. Натяжная машина со счетчиком длины
Подача алюминиевого стержня
Применение для плоского провода, шин и профилированного проводника, круглой трубы, труб MPE и PFC.
| Модель | ЛЛДЖ 300 | ЛЛДЖ 300H | ЛЛДЖ 350 | ЛЛДЖ 400 |
| Мощность основного двигателя (кВт) | 110 | 110 | 160 | 250 |
| диаметр питающего стержня. (мм) | 9,5 | 9,5 | 2*9,5/15 | 2*12/15 |
| макс. ширина плоского изделия (мм) | 30 | 30 | 170 | |
| Площадь поперечного сечения плоского провода (мм2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| круглая трубка диаметром. (мм) | 5-20 | 5-20 | 7-50 | |
| ширина плоской трубки (мм) | - | ≤40 | ≤70 | |
| Плоский провод/трубка Выход (кг/ч) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Схема производственной линии

Выпрямитель отдачи Ультразвуковая очистка Система охлаждения Приемная машина Dancer
Картинка 217282
Сопутствующие товары
-

Машины непрерывной облицовки
Принцип Принцип непрерывной обшивки аналогичен принципу непрерывной экструзии. Используя тангенциальное расположение инструментов, экструзионное колесо вводит два стержня в камеру облицовки/обшивки. Под воздействием высокой температуры и давления материал либо достигает состояния металлургического соединения и образует металлический защитный слой для непосредственной плакировки металлического сердечника проволоки, поступающего в камеру (оболочка), либо экструдируется для...