
Машины непрерывной облицовки




Принцип
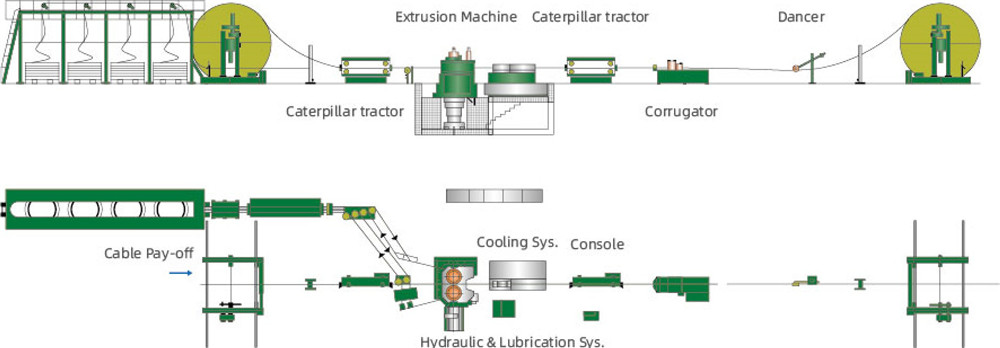
Принцип непрерывной обшивки аналогичен принципу непрерывной экструзии. Используя тангенциальное расположение инструментов, экструзионное колесо вводит два стержня в камеру облицовки/обшивки. Под воздействием высокой температуры и давления материал либо достигает состояния металлургического соединения и образует металлический защитный слой для непосредственного плакирования сердечника металлической проволоки, поступающего в камеру (оболочка), либо выдавливается через пространство между оправкой и полостью матрицы с образованием металлическую оболочку, не контактирующую с жилой провода (оболочку). При двухдисковой облицовке/оболочке используются два экструзионных колеса, которые обеспечивают четыре стержня для плакирования/оболочки сердечника проволоки большого диаметра.
| Модель | СЛБ 350 | СЛБ400 | SSLB500 (двойные колеса) |
| Облицовка | |||
| Мощность основного двигателя (кВт) | 200 | 400 | - |
| диаметр питающего стержня. (мм) | 2*9,5 | 2*12 | - |
| диаметр сердечника проволоки. (мм) | 3-7 | 3-7 | - |
| скорость линии (м/мин) | 180 | 180 | - |
| Обшивка | |||
| Мощность основного двигателя (кВт) | 160 | 250 | 600 |
| диаметр питающего стержня. (мм) | 2*9,5 | 2*9,5/2*12 | 4*15 |
| диаметр сердечника проволоки. (мм) | 4-28 | 8-46 | 50-160 |
| толщина оболочки (мм) | 0,6-3 | 0,6-3 | 2-4 |
| внешний диаметр оболочки. (мм) | 6-30 | 20-50 | 60-180 |
| скорость линии (м/мин) | 60 | 60 | 12 |

Сопутствующие товары
-

Машины непрерывной экструзии
Преимущества 1. Пластическая деформация подающего стержня под действием силы трения и высокой температуры, которая полностью устраняет внутренние дефекты самого стержня, обеспечивая конечным продуктам отличные характеристики продукта и высокую точность размеров. 2, ни предварительный нагрев, ни отжиг, продукция хорошего качества, полученная методом экструзии с более низким энергопотреблением. 3, с...